1 板式换热器应按流程组合设计图进行组装。
2 板片在装配前应进行清洗,垫片槽和波纹表面不应有污物。
3 当垫片用粘结剂粘贴在板片垫片槽内时,不应有扭曲与松脱,若采用其它非粘贴方法将垫片固定在板片垫片槽内时,亦不应有扭曲和偏离板片垫片槽等情况。
4 装配U型托架和上下导柱时要保持水平,不能出现倾斜现象。
5 组装时,宜均匀对称地拧紧夹紧螺柱(或顶杆),以保持板片的平行状态。组装后,当夹紧尺寸L小于1000 mm时,两压紧板间的平行度偏差不应大于2 mm,当夹紧尺寸L大于或等于1 000 mm时,两压紧板间的平行度偏差不应大于夹紧尺寸L的3‰,且不大于4 mm。
6 夹紧尺寸L的偏差应不大于±0.2Npmm, 压紧尺寸根据生产单所规定尺寸范围定位。
7 压紧板接管法兰密封面与接管中心线的垂直度偏差不应大于法兰外径的1%(法兰外径小于100 mm时,按100 mm计算),且不大于3 mm。法兰或压紧板的螺柱(栓)孔应跨中布置(见图)
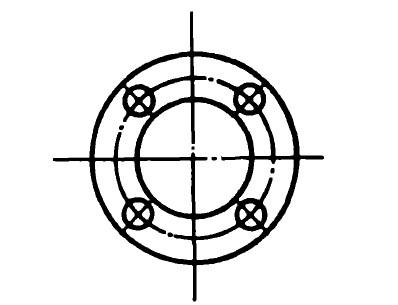
螺柱(栓)孔布置
8 板式换热器的碳素钢零部件外露表面应采取防锈措施,法兰密封面宜涂油(脂)防护。
9板式换热器需涂漆的金属表面,应清除油污和影响涂漆质量的杂物,漆膜应均匀,不应有气泡、龟裂和剥落等缺陷。
10 组装后,板式换热器内腔应洁净、无杂物。

